

Impianto sinergico di digestione, disidratazione e compostaggio lineare ( D.D.C.L)
Deposito di brevetto italiano n. 102012902102249 del 02.12.2012
Brevetto Italiano n. 0001419311 del 26.11.2015.
Documento di priorità del brevetto internazionale WO2014/076725.
RIASSUNTO
Allo stato dell’arte gli impianti termici e le centrali termoelettriche, sono una grande fonte di inquinamento dell’atmosfera per le sostanze tossiche emesse e anche fonte di sprechi economici per il calore disperso e non recuperato. L’invenzione del sottoscritto denominata “depurcogeproduzione termoelettrica globale” (D.C.P.T.C.G.) recupera queste risorse, aumenta i rendimenti, rende pulita l’energia. Tra i componenti principali di questi impianti ci sono i “digestori, disidratatori, compostatori lineari (D.D.C.L.)”. Quest’impianti sinergici che compattano tre processi in uno solo, insieme al biogas, produrranno compost in un lungo processo aerobico che impiega gli stessi tempi della digestione mesofila. I fanghi, senza uscire dall’impianto, saranno trasformati in compost di qualità essiccato, stabilizzato con ossido di calcio e insaccato in grandissime quantità. I D.D.C.L., dimensionati in base al calore recuperabile dalle acque di scarico e dai fumi, sono il prolungamento naturale della linea acque degli impianti termici esistenti, così come le ciminiere di recupero e depurazione dei fumi (C.R.D.) sono il prolungamento della linea “aria”. Nella D.C.P.T.C.G. completano queste due linee i fabbricati sinergici verticali (F.S.V.). Oggi, gli impianti termici non sono completi, non chiudendo il ciclo del carbonio antropico né per via acquatica, né per via aerea. Anche gli attuali impianti di depurazione non chiudono il ciclo del carbonio. Poiché le potenzialità degli impianti termoelettrici sono immense rispetto a quelle delle depurazioni le depurcogeproduzioni termoelettriche sostituiranno anche gli attuali depuratori ma senza il recupero energetico consentito dai (D.D.C.L.) nulla è possibile.
DESCRIZIONE.
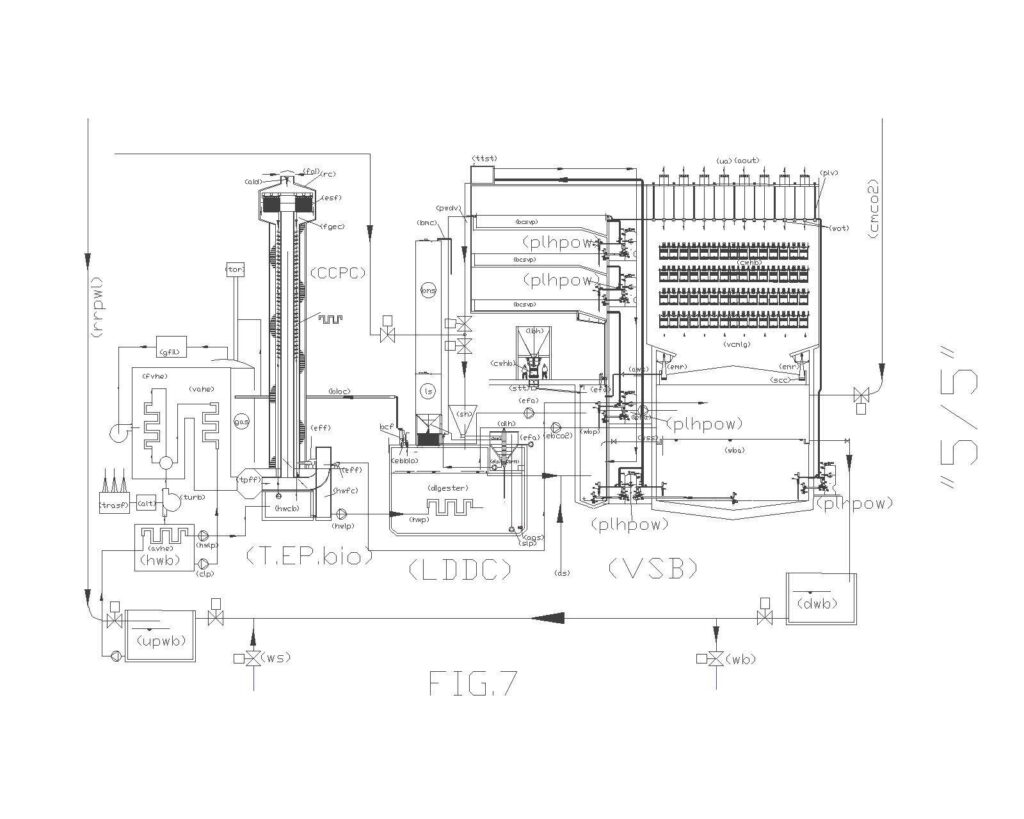
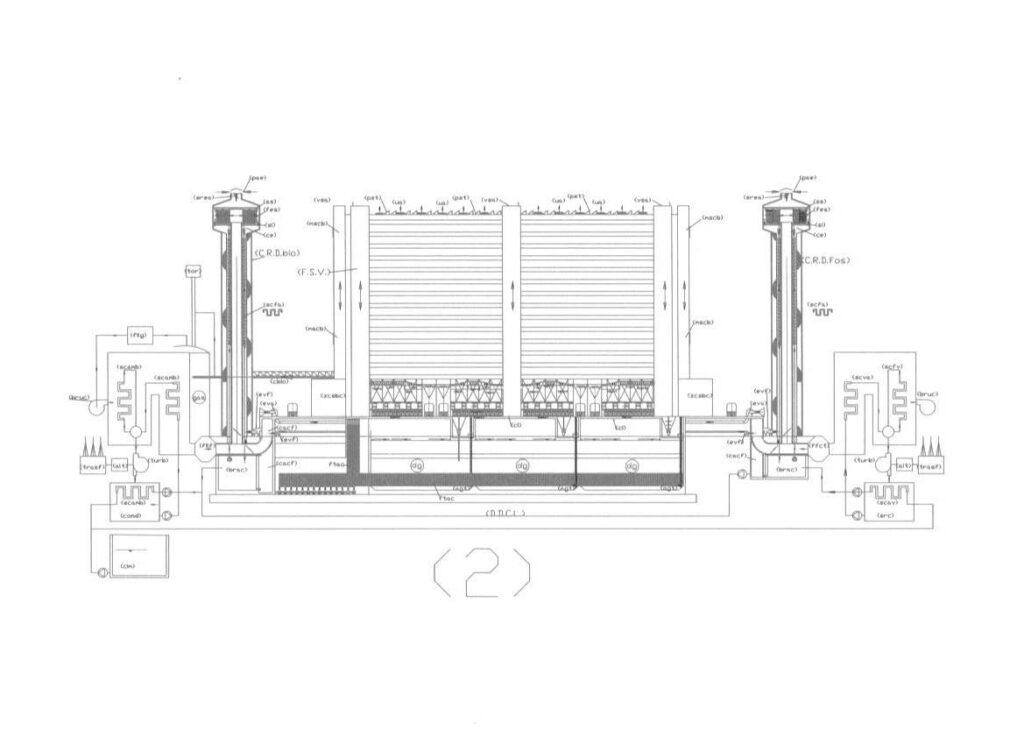
L’invenzione del sottoscritto denominata “depurcogeproduzione termoelettrica globale” (D.C.P.T.C.G.) basata sulla sinergia impiantistica tra impianti diversi, consente la depurazione dell’acqua e dell’aria mentre si produce energia pulita. Il sistema proposto è talmente vantaggioso per l’ambiente che difficilmente gli oppositori troveranno argomenti da opporre. Uno di questi argomenti di opposizione potrebbe essere la grande quantità di fanghi che produrremo, centinaia di volte superiori a quelli attuali che già mettono in crisi l’attuale sistema di gestione, basato su discariche e compostaggi aerobici per i fanghi che saranno reimpiegati. Essendo noto che nessun digestore garantisce al 100% la digestione di tutte le sostanze organiche, se vorremo recuperare ai fini ambientali il calore e il CO2, dovremoper forza rivedere il modo di produrre e gestire i fanghi. I D.D.C.L. affrontano anche questo problema e anche i fanghi diventeranno una preziosa risorsa ambientale, producendoli in modo sostenibile, garantendone l’igiene con un buon sistema di disidratazione, compostaggio e stabilizzazione con polveri di calcio. Per questa ragione, una delle sezioni più importanti degli impianti D.C.P.T.C.G. sono proprio i fabbricati D.D.C.L., ossia “digestori, disidratatori, compostatori lineari ” che sono anch’essi degli impianti nati dall’azione sinergica di processi che oggi avvengono separatamente, senza sfruttare i vantaggi che derivano da questa unione. Nel caso specifico, la progettazione di un D.C.P.T.C.Ginizia proprio nelD.D.C.L.. Il punto di partenza non può essere altro, che il dimensionamento del fascio tubiero, che viene fuori dal recupero del calore di scarto dell’impianto termico o della C.T.E. presa in esame. Dalla potenzialità termica di questo fascio tubiero, scambiatore di calore, si costruisce il digestore, poi il resto del D.D.C.L. e successivamente e le altre sezioni dell’ impianto D.C.P.T.C.G.. Come si vede dai disegni allegati dell’intero impianto: (1) schema di flusso; (2) sezione longitudinale; (3) sezione trasversale. Il processo inizia con il recupero delle acque calde da un qualsiasi impianto termico, a una temperatura media di circa 45 oC, le quali, sono pompate in un fascio tubiero (ftac) immerso in un lungo digestore intervallato da camere di accumulo e di estrazione del biogas e tramogge (tcrd) caricabili dall’alto, contenute nella zona inferiore in un locale che consente l’accesso agli organi da mantenere, che di fatto, separa le zon di produzione del gas. Sopra le camere del biogas si trova il trattamento fanghi con le camere di insaccamento compost (ci). Al di sopra si trovano i silos contenenti le biomasse da digerire (sbm) e l’ossido di calcio (sca). Al di sotto, si trovano le zone di sedimentazione, digestione (dg) delle biomasse, le cui zone di deposito fanghi sono separate da dossi, in modo da realizzare delle conche che consentano digestioni ed estrazioni autonome dei fanghi, pur essendo unico il digestore. Ad ogni tramoggia corrisponde una conca di accumulo fanghi con un agitatore dei fanghi (agf) che agisce solo in quella zona. Di importanza fondamentale sono le tramogge (tcrd) che servono sia per il rapido caricamento delle biomasse, sia per il lento processo di disidratazione e compostaggio dei fanghi. Queste, come si vede dal disegno di dettaglio (1), per il caricamento, utilizzano la zona centrale costituita da un tubo cilindrico dotato di un mescolatore a pale verticale (msv), un trituratore ad aspi rotanti (trit) finale e un tubo di scarico con una valvola a ghigliottina (vg), mentre la zona periferica, tronco conica, che serve da accumulo e aerazione dei fanghi estratti, è dotata di una semplice rampa con tubi forati (rtf), alimentata da una elettrosoffiante (esa) che vi immette aria atmosferica. Pertanto, i tempi della digestione anaerobica e quelli della fase di evacuazione, disidratazione, compostaggio, stabilizzazione e insaccamento dei fanghi, che avverranno tutti con un ciclo aerobico, coincideranno. Questo grande vantaggio per la qualità del prodotto e per l’economia del processo è possibile ottenerlo abbinando al digestore lineare e alle tramogge (tcrd) il sistema di disidratazione e stabilizzazione chimica dei fanghi già depositato dal sottoscritto (CE2009A000008 del 15/09/2009), che consentire di avere un prodotto disidratato, compostato insaccato, in un unico processo. Con questo processo si possono riempire lentamente e contemporaneamente centinaia o migliaia di sacchi. E’ costituito da una grande vasca (vdf) con centinaia o migliaia di galleggianti dal peso di circa 350 gr. (ga), nella quale versare il fango tenuto in sospensione con dell’ aria soffiata sul fondo (asf) e acqua di diluizione (adl). Il fango senza, additivi, viene estratto dalla tramoggia (tcrd) tramite la elettropompa di sollevamento (psf) e inviato al centro della vasca di distribuzione fanghi (vdf) passando attraverso dei filtri cestello estraibili (fce), distribuendosi su tutta la superficie. Questa vasca, a pressione atmosferica, occupa l’intera area del locale disidratazione, sotto la vasca e i galleggianti (ga) sono sospesi dei sacchi drenanti appesi a dei canotti (ca) comunicanti tra loro, nei quali sarà immessa dell’aria soffiata che trasporta la polvere di ossido di calcio (esca) dosata dalla valvola (vdca). Quando la spinta idrostatica nella vasca sarà tale da sollevare momentaneamente i galleggianti passerà circa mezzo litro di fango per ogni galleggiante che cadrà su un diffusore conico (dc) che lo distribuirà su tutta la circonferenza, separando immediatamente il fango dall’acqua che uscirà attraverso le porosità del sacco, mentre il fango, più pesante, cadrà nel sacco per mescolarsi con l’ossido di calcio. Ogni sacco sarà montato all’esterno di un telaio cilindrico in acciaio inox all’interno del quale è montato un piccolo agitatore meccanico alimentato con un motore pneumatico (agp), collegato all’alimentazione dell’aria compressa con una presa a innesto rapido e una valvola manuale. L’alimentazione dei motori pneumatici sarà temporizzata. Il disegno di dettaglio (1) mostra alcuni componenti del sistema di disidratazione e compostaggio in sacchi drenanti. Possiamo Prolungare il riempimento dei sacchi per un tempo corrispondente a quasi tutto il periodo di digestione, ed eventualmente allungare o abbreviare entrambi i tempi di trattamento in funzione delle caratteristiche delle matrici energetiche. Infatti, il digestore lineare, consentendo l’evacuazione dei fanghi dall’alto, permette di digerire, a zone, matrici molto diverse tra loro. L’aria immessa, prima nelle tramogge, poi nella vasca di distribuzione, infine nei sacchi e la moderata rotazione dell’agitatore nei sacchi stessi, avranno la funzione di compostare e biostabilizzare aerobicamente le sostanze organiche non digerite e di miscelare l’ossido di calcio in polvere, nelle percentuali richieste dal compost (5-15%), che assicura anche la stabilizzazione chimica, contribuendo all’essiccazione, senza compattamento. Con lo svuotamento della tramoggia (tcrd) di pretrattamento, rilevato con sonde capacitive, si arresterà l’elettropompa di sollevamento del fango e dell’acqua di diluizione (prelevata da una discesa dallo stagno biologico finale sbffv); successivamente si chiuderà la valvola a ghigliottina del silos della calce (vg) e si arresterà la valvola rotante di alimentazione dell’ossido di calce (vdca). Resteranno, invece, in funzione le soffianti che mantengono in sospensione i fanghi (esa) e la distribuzione dell’aria compressa agli agitatori, continuando a svolgere la funzione di aerazione dei fanghi, per il tempo programmato. Alla fine di ogni ciclo D.D.C.L., dopo aver sostituito i sacchi (sc), viene effettuato un ciclo di lavaggio della vasca con acqua pulita, provenìente da (sbffcv), che filtrata dai sacchi appena montati, va ad alimentare il bacino di raccolta e ossidazione (brad) delle acque da depurare. In questo bacino arrivano anche le altre acque di scolo e il surnatante del digestore che alimenta gli stagni biologici (sbsfcv) del fabbricato F.S.V.,oggetto di altro deposito di brevetto.
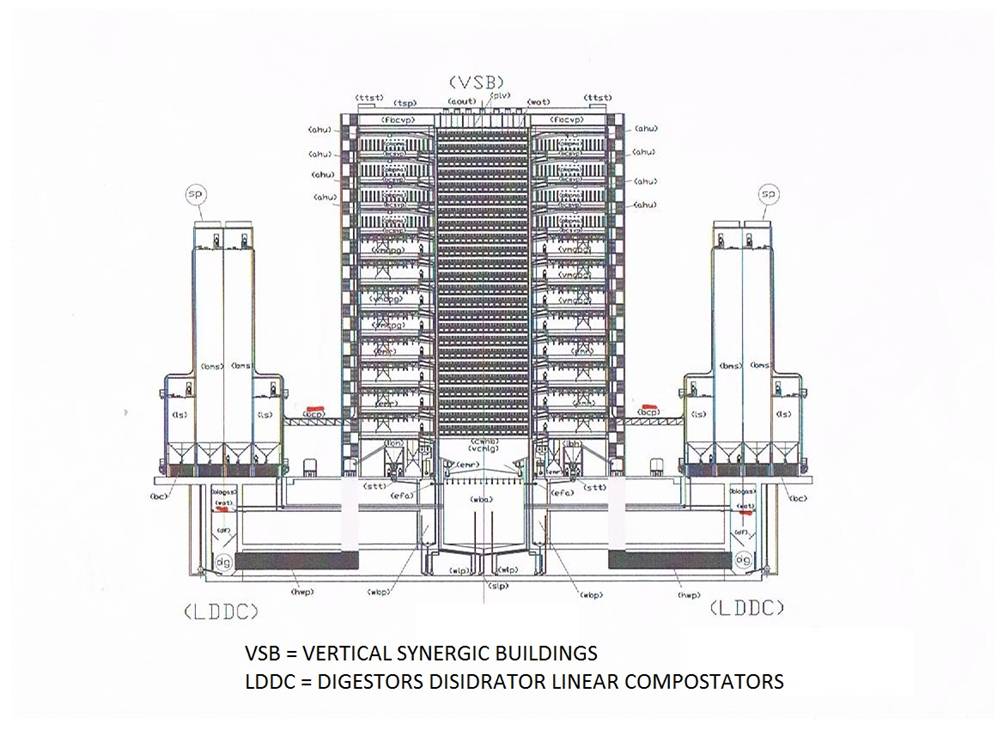
Con il sistema D.D.C.L. ci troveremo compattati nelle camere di fine trattamento centinaia o migliaia di sacchi di compost (sc), montati su un telai di acciaio inox, con all’interno un agitatore a comando pneumatico, sostenuto dallo stesso telaio. Alla fine del ciclo, dovremo, semplicemente, posizionare un piccolo carrello sollevatore sotto al sacco, scollegare le fascette metalliche con chiusura rapida a leva, liberando il sacco dal telaio, manovrare la leva manuale dell’agitatore che agevola la separazione del compost dal telaio, abbassare ed estrarre dal telaio il sacco con il compost, sigillare l’estremità superiore e tramite il carrello stesso, trasportarlo al mezzo di trasporto o agganciarlo a un trasportatore aereo che trasporta i sacchi nella zona di caricamento dei mezzi di trasporto del compost. Prevedendo eventuali rotture accidentali dei sacchi drenanti, il pavimento della camera di riempimento dei sacchi sarà realizzato con grigliati rimovibili in vetroresina o acciaio montati su pannelli filtranti in un comune telaio: rimuovendo il grigliato e il pannello sottostante si recupera interamente il compost disidratato che potrà essere ugualmente insaccato. La sovrapposizione, al digestore, a partire del piano stradale, di questo sistema compatto (poco ingombrante) di disidratazione e biostabilizzazione aerobica e chimica dei fanghi, non produce cattivi odori, nonostante il processo anaerobico e il trattamento dei fanghi. Infatti, l’aria che fuoriesce dai sacchi drenanti (ci) non viene espulsa nell’atmosfera, ma tramite serrande di sovrappressione a gravità e brevi canali interrati sarà immessa nell’ambiente del bacino (brad) e da questa, tramite elettroventilatori (eva), nella serra del bacino (sbcmcv) del fabbricato F.S.V., dove l’aria potrà uscire soltanto dagli sfiati superiori (ua) dopo aver subito tutto il processo di deodorizzazione passando a contatto con le rocce calcaree (scmcv). Gli attuali digestori, composta tori, disidratatori , discariche, inceneritori, non potendo essere abbinati ai fabbricati serra, che non esistono, sono costretti a emettere cattivi odori, oltre che a inquinare e sprecare risorse.
Pur non rivendicando i processi digestivi ma soltanto le soluzioni impiantistiche sopra descritte, si ritiene opportuno descrivere lo stato dell’arte della digestione anaerobica. Esistono attualmente tre tipi di digestori anaerobici: Wet, Dry e Semi dry, secondo il grado di diluizione del rifiuto da digerire in acqua. Il sottoscritto ha preso in considerazione soltanto il primo tipo (Wet = umido), con la massima diluizione in acqua, essendo l’impianto (D.C.P.T.C.G.), nei quali è inserito il (D.D.C.L.) anche un depuratore delle acque. Tuttavia, i digestori lineari, sono diversissimi dagli altri digestori wet. Nei digestori wet, a causa delle caratteristiche fisiche dei rifiuti trattati, non è solitamente possibile ottenere una miscela perfettamente omogenea. Si riscontrano accumuli al fondo del reattore di materiali a densità elevata e formazione di croste superficiali dovute a materiali galleggianti. Inoltre, è frequente la corto circuitazione idraulica che si verifica quando il flusso del materiale entrante si miscela con il fluido già presente nel reattore e fuoriesce con tempi di ritenzione ridotti rispetto a quelli di progetto. Nei digestori lineari questi fenomeni negativi, che sono difficilmente eliminabili nei classici digestori cilindrici, vengono eliminati disponendo di una maggiore quantità di postazioni di carico e di estrazione dei fanghi indipendenti. La miscelazione tra, quello che entra e quello che esce, non avviene, esistendo dei setti separatori, nella zona superficiale e nella zona fanghi, interrotti soltanto nella zona intermedia. Secondo la concezione del sottoscritto, il digestore può essere considerato come una lunghissima fossa Imhoff, da cui prendono la denominazione “lineare”, dotati di conche longitudinali in successione, intervallate, della lunghezza di 30-40 m, per non mescolare i fanghi più pesanti e degli sbarramenti superficiali per non rendere comunicanti le camere di accumulo del gas. Di fatto, la zona comune sarà soltanto quella intermedia, dove si produce il gas. Trasversalmente la sezione potrà essere completa di deflettori che delimitano le zone di chiarificazione, sedimentazione e digestione per facilitare l’intimo contatto dei microrganismi, soprattutto, nella zona di digestione. Essendo il D.D.C.L. un impianto sinergico che lavora in abbinamento con altri impianti sinergici, il troppo pieno dei digestori sfiorerà nelle canalette (cs) ed alimenterà il bacino di raccolta delle acque da depurare (brad) del fabbricato F.S.V. i cui fanghi e biomasse prodotti alimenteranno le tramogge di carico (trcd) dei D.D.C.L. nella fase di caricamento dei digestori. Queste tramogge avranno una funzione importante nella gestione dell’intero impianto. Avranno una forma tronca trapezoidale rovesciata, dotata di un coperchio di chiusura a doppio battente coibentato, un tubo di caricamento centrale dotato di un mescolatore a pale verticale (msv), un trituratore ad aspi rotanti finale (trit), un tubo di scarico con una valvola a ghigliottina (vg), tripli attacchi per il carico del materiale da digerire, che potrà arrivare dalle tramogge (trfa), da biomasse energetiche provenienti da silos (sbm) e da rifiuti organici (F.O.R.S.U) provenienti dal territorio con mezzi mobili appositamente progettati dotati di un sistema separazione, vagliatura, triturazione. Le tramogge lavoreranno, soprattutto, con il flusso inverso: avranno la funzione di reattore intermedio nella fase di trasferimento dei fanghi dalla digestione alla disidratazione e al compostaggio, che avverranno con un sistema aerobico e pertanto in questa fase utilizzeranno una rampa di soffiaggio che inizia l’aerazione dei fanghi. Infatti, supponendo il ciclo digestivo della durata di 15 giorni, possiamo utilizzare la tramoggia come un reattore aerobico dei fanghi digeriti, da disidratare e compostare per lo stesso periodo, avvenendo le operazioni di carico attraverso il tubi centrale dotato di mescolatore e trituratore. I fanghi, nella tramoggia vengono aerati, da un’apposita rampa di tubi forati (rtf) alimentata da un’elettrosoffiante (esa), in attesa di passare alla disidratazione. Se supponiamo di avere un digestore lineare con un volume totale di digestione di 12.000 m3, diviso in 10 sezioni ed estraiamo, ogni 15 giorni, dai digestori l’8% del volume totale in digestione, avendo disposizione 10 tramogge il volume delle stesse sarà 96 m3 (12.000* 0.08/10) che arrotondiamo a 100 m3.
Dal tubo di carico, i materiali organici, le biomasse e i fanghi, saranno rilasciati nella zona di sedimentazione, mediante l’apertura della valvola a ghigliottina (vg). Le particelle più leggere tenteranno la risalita, ostacolate dai deflettori (df) e quelle più pesanti tenderanno a depositarsi sul fondo, ostacolate dai miscelatori a flusso orizzontale (agf) (con un campo di azione limitato alla conca dei fanghi sedimentati) e dal gas che cerca di salire in superficie. In questo modo si favorisce il rimescolamento e la formazione del gas.
Accenniamo soltanto ai fenomeni che avvengono nel tipo di digestione prescelto che in base alla temperatura di esercizio di circa 35- 37 oC è definito mesofilo e svolgendosi in una sola camera di digestione è definito monostadio. Per quanto il digestore è diverso dagli altri digestori, che non vengono alimentati dall’alto, le funzioni sono identiche. Infatti, i digestori wet, in genere, hanno sezioni cilindriche, e non superano le capacità digestive di 2500 – 3000 m3, mentre nell’esempio che stiamo considerando abbiamo una capacità di 20.000 m3, con un volume di digestione di 12.000 m3, considerando che la materia organica riempie i digestori per circa il 60 % della loro capienza, la parte restante viene occupata dal gas prodotto dalla degradazione biologica.
La produzione del biogas nei D.D.C.L..Nella digestione anaerobica la produzione di biogas, a partire da residui organici, avviene a livello microbico mediante: una prima biodegradazione del materiale eseguita da muffe, batteri fermentativi ed acidogeni; una successiva metanizzazione operata, in ambiente anaerobico, dai soli batteri metanogeni. La fase di biodegradazione si divide in due sottofasi: la fase idrolitica; la fase acidogena. Durante la fase idrolitica avvengono le trasformazioni che portano alla degradazione delle sostanze organiche più complesse in composti più semplici, consentendo le successive reazioni operate dai microrganismi specifici: fermentazione acida, fermentazione alcalina, fase metanigena. Allo stato iniziale, però, tali sostanze sono costituite da polimeri, che i batteri non possono direttamente assimilare. Avviene allora da parte degli enzimi la trasformazione di tali macro-molecole in molecole di dimensioni minori. I batteri possono a questo punto idrolizzare il substrato primario solubilizzandolo in molecole più semplici. Di fatto si ha l’idrolisi dei polisaccaridi a carboidrati semplici, delle proteine a peptidi e amminoacidi, dei grassi a glicerolo e acidi grassi. In questa prima fase inoltre, per merito dei microrganismi della putrefazione i generi Penicillum, Aspergillus, Rhizopus, e di batteri i Bacillus, Pseudomonas, Proteus, Serratia, vengono distrutti i composti azotati. In questo stadio si ha la produzione di ammoniaca (NH3), biossido di carbonio (CO2) e idrogeno (H2). Segue la fase acidogenica in cui i prodotti già decomposti vengono trasformati per mezzo di batteri acidogeni che producono acidi organici a basso peso molecolare, alcoli, aldeidi, chetoni. In questa fase, per opera di batteri Bacterium, Cellulomonas, Pseudomonas, e muffe viene trasformata la cellulosa in glucosio. Gli acidi neutralizzati e si ha la formazione di sali che, in seguito, sono decomposti in biossido di carbonio e metano. Il metano prodotto deriva per il 72% dalla fermentazione di acido acetico operata dai batteri metanogeni aceti clastici (CH3COOH→CH4+CO2), mentre il rimanente 28% può derivare dalla riduzione dell’anidride carbonica per merito di batteri H2-ossidanti o dalla riduzione del metanolo eventualmente prodotto della prima fase. CO2+4H2→CH4+2H2O). Si possono avere condizioni limitanti all’interno del digestore che rallentano la velocità di reazione, sia per la presenza di eventuali sostanze inibenti, come ad esempio residui di pesticidi e prodotti farmaceutici, solventi, disinfettanti, residui da trattamenti di conservazione dei cibi, metalli pesanti, sali, azoto ammoniacale (NH4+) e altri”. In un impianto sinergico, come quello prospettato, queste condizioni limitanti sono eliminato trasferendo nella serra calcarea (scmcv) dell’impianto adiacente i gas indesiderati. Essendo il biogas è composto da metano e CO2, questi gas hanno un peso molto diverso tra loro. Il CO2 alla pressione atmosferica e alla temperatura di 35 oC (Ps 1,85 gr/l)pesa quasi tre volte di più del metano (Ps 0,65 gr/l), quindi, se poniamo delle bocchette di aspirazione sulle pareti del digestore, poco al di sopra del pelo libero del liquame, previa misurazione della concentrazione del gas, con apposite sonde, stabilendo delle soglie di minimo e massime, possiamo aspirare periodicamente il CO2 con delle elettrosoffianti (esbio) ed immetterlo nella serra S.B.C.M.C.V. adiacente. In tal modo aspiriamo anche parte dell’idrogeno solforato (Ps 1,4 gr/l). Il CO2 nel bacino “S.B.C.M.C.V.” viene utilizzato come nutriente per produrre altre biomasse che produrranno altro biogas, oppure per produrre carbonato di calcio, attraverso la corrosione delle rocce calcaree. Non estraendolo rappresenterebbe una zavorra che riduce il potere calorifero e il rendimento del digestore. In questo modo potremmo avere del biogas con 80-90% di metano, anziché il normale 50-70%. Questo non si può fare nei digestori esistenti che non lavorano in sinergia con un impianto che neutralizza il CO2. Un altro vantaggio di questa tipologia di reattori, diviso in conche, con caricamento ed estrazione del digestato dall’alto, è la possibilità di poter dividere le zone di carico delle varie matrici in base ai tempi di digestione di ogni singola conca. Essendo il consumo energetico pari a zero (recuperato dal calore disperso delle C.T.E.), ed essendo altissimi i volumi a disposizione, possiamo digerire anche sostanze con lungi tempi di digestione, se non abbiamo nulla di meglio da digerire.
Luigi Antonio Pezone
